


以下是:保山市龙陵县#绗磨管#-品质保证的产品参数【九冶】持续拓展产品矩阵,现有昌宁绗磨管工厂自营、隆阳绗磨管适用场景、施甸绗磨管高品质诚信厂家、腾冲绗磨管货品齐全等,满足不同场景需求。您是想要在保山市龙陵县采购高质量的#绗磨管#-品质保证产品吗?九冶管业(保山市龙陵县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的#绗磨管#-品质保证产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-【0527-88266888】,地址:《丁块工业园》。 云南省,保山市,龙陵县 龙陵处怒江大断裂带,多地震地热。属亚热带山原季风气候,立体气候明显,年降水约2300毫米,有“滇西雨屏”之称。名胜古迹有小黑山自然保护区、邦腊掌热矿泉、松山战役遗址、大坝烈士陵园、西山公园、云龙寺等,以及河头烧炭田坡等新石器时代文化遗址。
准备好领略#绗磨管#-品质保证产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
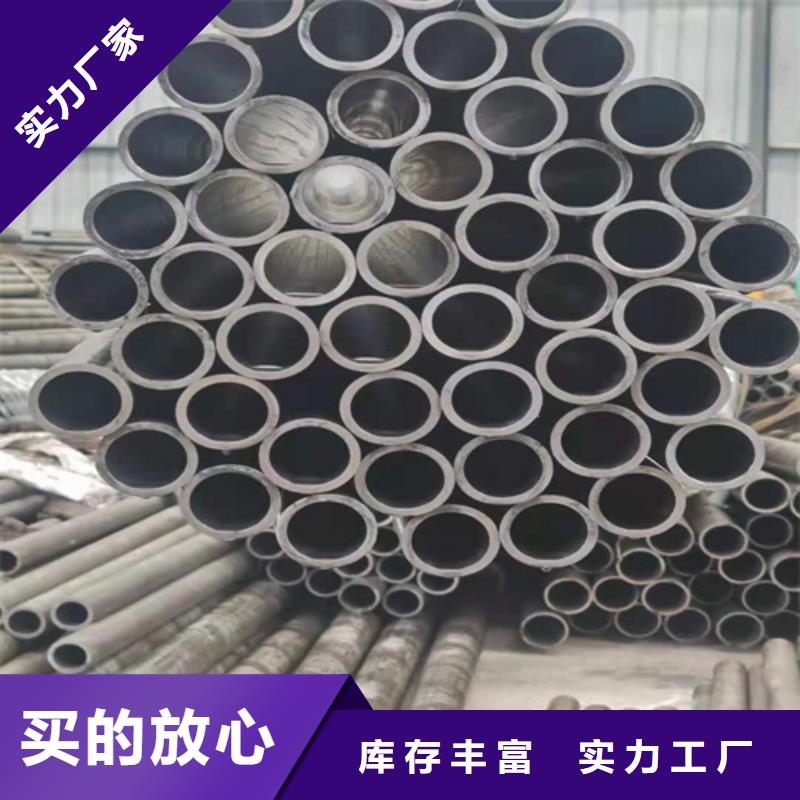
以下是:#绗磨管#-品质保证的图文介绍
大口径绗磨管镗内径可以保证精度因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 大口径绗磨管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。 大口径绗磨管其实就是(珩磨管、绗磨管、航磨管、衍磨管、研磨管、油缸管、油缸钢管)其实各地区叫法名称不一样
大口径绗磨管一般采用珩磨机,机床主轴与珩磨头一般是浮动联接;但为了提高纠正工件几何形状的能力,也可以用刚性联接。航模管主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达10。油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度
保山龙陵九冶管业有限公司秉承质量,客户至上的原则,紧跟世界 绗磨管技术发展的潮流,孜孜以求推动 绗磨管产品技术的和质量的提高,以真诚的 绗磨管产品真诚服务于广大用户,确保客户得到满意的售后服务和技术支持!公司密切加强同业内公司的技术合作,精益求精,确保公司全部 绗磨管产品皆为精品。因为我们深信:只有的品质才能为客户创造更多更高的价值,让客户能够更放心的购买我们的产品,对我们的服务有更满意的评价!
应判明优质精密绗磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是优质精密绗磨管本身的故障?另外,还需检查清楚优质精密绗磨管各种条件是否符合正常运行的要求。厚壁绗磨管精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。大口径绗磨管,绗磨管厂的检测和维护大口径绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果油缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口径绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。1、吉林厚壁绗磨管存在微量变化和浅状拉痕,可以采用珩磨工艺修复,也可采用镀层修复。2、吉林厚壁绗磨管内表面磨损严重,存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺油缸管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复油缸管。减磨修补剂主要用于对磨损、划伤金属零件的修复。油缸管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用清洗沟槽表面,用油缸管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于油缸管内表面,待固化后,打磨并留出精加工余量。后通过研磨使油缸管整体尺寸、行位公差、粗糙度达到要求绗磨管是新型的耐磨材料,它主要被应用在大型的工业中,陶瓷弯头的出现,占据了整个耐磨材料市场的80%左右。
45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。
在保山市龙陵县采购#绗磨管#-品质保证请认准九冶管业(保山市龙陵县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【0527-88266888】)。











